- A+
ISO 9001体系在电泳生产线日常管控中的应用
作者:武汉科利尔新材料有限公司
ISO9000是由国际标准化组织质量管理和质量保证技术委员会制定的国际标准。通过ISO9001可强化品质管理,提高企业效益;提升企业形象,扩大市场份额;同时有助于增强国际贸易的竞争力。
将ISO体系的要求应用到电泳生产之中,能够有效的规范企业的管理水平,提高产品的质量和生产效率,提升企业效益。本文对即将通过或者已经通过ISO的电泳生产企业或者想规范化管理电泳生产线,稳定产品质量的企业有一定的帮助,以下将以ISO部分条款作为主线予以叙述。
一.资源管理(ISO 9001条款6.1)
1.资源的提供:想做出好的产品来,就必须提供充足且质量优异的资源,好的资源输入不一定输出好的结果,但不好的资源输入一定输出的是不好的结果。
1.1人员的提供:一条电泳生产线需配备充足的人员,并且必须配备专职的电泳技术人才(电泳涂膜是一项精细化的技术,电泳涂膜的好坏不仅仅取决于漆的好坏,更在于电泳槽的日常维护管理),电泳技术人员不仅要对电泳涂膜技术要熟悉,对电泳的各项关键控制指标进行把控;同时要做好日常的记录工作;对产品出现异常问题之后,要及时找出原因,制定改善对策,同时要制定出防范同种不良情况再次出现的措施;能够根据客户产品要求的改变,能够及时调整工艺参数,保证产品质量满足要求。
1.2生产设施的提供:
| 设备 | 作用 |
| 电泳槽
|
电泳涂装用,含主槽、副槽、循环系统、温控系统、极板(或极柱)。主槽是主要工作区域;副槽起到循环和溢流作用;循环系统既可起到维持槽液均匀又可起到维持槽液稳定的作用;温控系统可调节工作液温度;极板(极柱)属于工作部件 |
| 纯水机 | 制纯水,电泳槽和电泳前后清洗用水必须为纯水 |
| 超滤机
|
在电泳槽内杂质离子较多(电导率高)影响电泳涂膜时,可将杂 质离子去除,保证涂装的正常 |
| 烘箱 | 使电泳漆膜固化 |
另外还需其它辅助设备,具体根据生产需求来定。
二.产品实现(ISO 9001条款7)
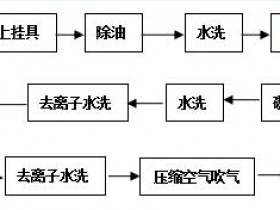
电泳线通用工艺流程:上挂——除油——水洗——除锈——水洗——表调——磷化——水洗——纯水洗——电泳——漆液回收——水洗——纯水洗——预烘——烘烤——下挂
电泳槽工作液的维护包含初次配槽和日常维护两个主要方面,这两个主要方面对电泳生产的质量影响很大,因此应根据ISO 9001的要求编写相应的作业文件,加强控制和监视。
三.文件的记录(ISO 9001条款4.2.4)
塑造一个具有高质量水准的电泳生产线,文件的记录是必不可少的。良好的文件记录习惯既是产品质量的保证,也是企业规范化管理必不可少的部分。日常的文件记录有助于工厂电泳线操作人员专业技术和职业素养的提升,通过日常的记录很容易找出产品出现质量问题的主要原因,还总结出最适合自己生产线的管控方法。
一个规范的电泳生产线至少应具有以下的记录文件:
1. 原料的添加使用记录:记录日常的电泳槽各原料的添加情况(附表KLL-QL-001)
2. 槽液各项指标的监控记录:记录每班的槽液指标,在工作液指标发生偏离时,及时予以调整,有助于防止不良工件的产生,同时保证槽液质量的稳定,避免槽液向坏的方向发展。(附表KLL-QL-002)
3. 电泳日常生产记录:记录产品的日常工艺参数,当产品性能遇到异常时能及时的追踪到该批次产品的生产情况,方便找出导致产品异常的原因,同时有利对电泳生产线员工操作上的监控,特别是对新人操作上的监控(附表KLL-QL-003)
4. 产品性能的监控记录:方便掌握产品漆膜性质的变化,减少不良品的产生,遇到不良品时方便及时调准生产参数,同时有利于电泳操作人员了解漆膜性质与槽液指标和工艺参数变化的相关性,方便电泳技术人员根据自家产品的特性需求,制定合理的管控方法(附表KLL-QL-004)
四.监视测量与改进(ISO 9001条款8.2)
由于漆膜好坏的影响因素很多,为防止不合格产品的产生,对生产线上各工艺参数的监控显得尤为重要,不同的生产企业可根据自己产品特性的要求,制定合理的监控方法与频次。
电泳生产线各监控对象汇总表:
| 项目 | 监控指标 | 监视仪器 | 监视频次 |
| 槽液指标的监控 | 固体份 | 恒温烘箱 | 1次/班 |
| 电导 | 电导仪 | 1次/班 | |
| PH值 | PH计 | 1次/班 | |
| 颜基比 | 马弗炉 | 1次/周 | |
| 溶剂 | 气相色谱仪 | 1次/年 | |
| 生产工艺指标的监控 | 电泳电压 | 电源控制器 | 1次/班 |
| 电泳时间 | 电源控制器 | 1次/班 | |
| 槽液温度 | 温度计 | 1次/2H | |
| 产品性能的监控
|
膜厚 | 测厚仪 | 1次/4H |
| 盐雾 | 盐雾箱 | 根据需求 | |
| 硬度 | 铅笔 | 根据需求 | |
| 其它如附着力、人工汗、耐候性、柔韧性、冲击等 | 根据需求
|
||
五.纠正与纠正措施的制定(ISO 9001条款8.5)
当产品出现异常或者日常控制指标出现异常时,应及时采取有效的纠正,避免不良品的产生或着槽液朝着不稳定的方向发展。一旦生产线上出现不良现象,首先应分清不良现象的种类,对照该种不良现象可能产生的原因,通过检测槽液的监控指标和生产工艺的监控指标,确定最终导致不良现象的主要原因,根据造成不良现象的主要原因进行纠正,必要时需制定纠正预防措施防止该不良现象的再次发生,避免造成不必要的损失。
PDCA的方法对于解决电泳生产线上的异常问题有很大的帮助,建议电泳从业人员可根据戴明环解决问题的思路,进行电泳涂膜技术故障的解决。
对电泳生产线上出现的不合格现象及时予以纠正、制定纠正措施,不仅有利于产品质量的提升,同时对电泳操作人员专业度的提升有很大的帮助。
附表:
文件记录各表均需严格真实填写方有作用,各表一起使用对生产的指导意义更大。具体表格设计时,各企业可结合实际情况予以改动。
| 原料添加记录表 | ||||||||||||||||||||||||||
| KLL-QL-001 | ||||||||||||||||||||||||||
| 日期 | 树脂 | 色浆 | 溶剂 | 乳酸 | 备注 | 添加人 | ||||||||||||||||||||
| 注:每次添加原料均需如实进行记录,各物质的添加均需按标准操作方法进行,本着少量多次的方法添加。每次的添加量均需按照槽液检测指标或生产量严格计算来添加。 | ||||||||||||||||||||||||||
| 经理审核: 电泳负责人审核: | ||||||||||||||||||||||||||
| 电泳槽工作液主要指标检测记录表 | ||||||||||||||||||||||||||
| KLL-QL-002 | ||||||||||||||||||||||||||
| 日期 | 时间 | PH值 | 电导率 | 固体份 | 备注 | 检测人 | ||||||||||||||||||||
| 注:当检测指标不合格时,需在备注栏注明,并注明调整方法,调整后需再次检测,直至合格为止。 | ||||||||||||||||||||||||||
| 经理审核: 电泳负责人审核: | ||||||||||||||||||||||||||
| 电泳线生产工艺指标监测记录表 | ||||||||||||||||||||||||||
| KLL-QL-003 | ||||||||||||||||||||||||||
| 日期 | 时间 | 电泳电压 | 电泳时间 | 槽液温度 | 备注 | 监测人 | ||||||||||||||||||||
| 注:当监测指标不合格时,需在备注栏注明,特殊情况须注明原因,非正常情况应及时调整。
|
||||||||||||||||||||||||||
| 经理审核: 电泳负责人审核: | ||||||||||||||||||||||||||
| 电泳产品漆膜指标检测记录表 | ||||||||||||||||||||||||||
| KLL-QL-004 | ||||||||||||||||||||||||||
| 日期 | 生产批次 | 膜厚 | 盐雾 | 硬度 | 备注 | 检测人 | ||||||||||||||||||||
| 注:当检测指标不合格时,需在备注栏注明,特殊情况须注明原因,非正常情况应及时调整。
|
||||||||||||||||||||||||||
| 经理审核: 电泳负责人审核: | ||||||||||||||||||||||||||