- A+
电泳涂装工艺
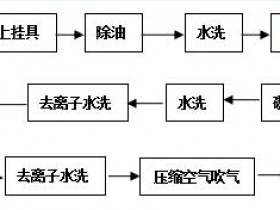
目前在国内应用较多的电泳涂装工艺流程是:除油(除锈)→冷水洗→热水洗→磷化处理→冷水洗→钝化→软水洗→电泳涂装→软水冲洗→烘烤成膜→冷却。
1、电泳涂装前的金属表面预处理 表面预处理包括除油(除锈)、水洗、磷化处理、烘干、钝化。
详细内容参考第三章。
2、电泳涂装的工艺过程
(1) 漆液固体成分的补充:通常电泳涂装的工作漆液的固体成分为10~15%比较适合。由于在生产过程中工作漆液的固体分会不断地减少,工作漆液的组分发生变化,因此,为了保证涂漆质量,需要定期补充新漆,以使工作漆液的固体分基本保持稳定。稀释漆液所用的水可以是一般的蒸馏水、脱离子水或软化水。
(2)漆液温度的控制:漆液温度应控制在一定的范围内(20~30℃)。如果
漆液温度过高,漆液中助溶剂挥发快,漆液不稳定就会发生漆膜较厚、表面粗糙,有流挂、堆集现象:如漆液温度过低,漆的水溶性降低,电沉积量减少,就会发生电泳漆漠较薄,深凹表面可能泳不上漆,还可能产生漆膜粗糙、无光等缺陷。
引起工作漆液温度改变的原因有:
- 在电泳涂装过程中有部分电能转变成热能;
- 循环搅拌系统因机械摩擦而产生热能;
- 气温的变化引起循环温度改变;
通常漆液温度控制可通过采取水夹套、冷却管及热交换器中通冷水、热水或6.0~7.0蒸汽等措施来实现。
(3) 漆液PH值的调整:阳极电泳漆液常用氨或苛性碱中和成盐,所以偏碱性,在电泳过程中由于带负电的树脂涂于工件表面而被带走,同时由于电解的作用,阴极不断产生胺(氨),漆液的PH值就逐步上升。PH值的变化会引起漆液电沉积特性改变, 同时漆膜性能也会发生变化。阳极电泳漆PH值的调整主要有以下几种方法:
①补加低胺或无胺涂料;
②离子交换树脂法;
③阴极罩隔离法;
- 电渗析法。
阴极电泳的漆液是呈酸性的,第二、第三代阴极电泳涂料的PH值通常在6.0~7.0之间。若漆液的PH值偏高,则涂料分散稳定性就会下降;若漆液PH值偏低,则库仑效率和泳透力就会下降,加剧对管路的腐蚀。
(4)电导率:当工作漆液的PH值、固体分和槽液温度保持正常时,电导率增大,即混入槽液中杂质离子(电解质)的量就增大,从而引起漆液变质、电压下降,使漆膜表面粗糙。
(5)库仑效率:每通过一库仑是量时沉积出漆膜的重量,称为库仑效率,单位为 mg/C,通过库仑效率的变化,可以了解漆液的电特性变化以及漆液是否被杂质离子污染。
(6)涂面状态和“L”效应:涂面状态表示漆膜外观的特性,可通过现场观察或通过漆液检验来获得。若发现漆膜外观不平整光滑,有缩孔、针孔、颗粒、斑痕等漆膜弊病时、应立即查找原因,采取相应的防治措施。“L”
效应是指电泳涂装“L”形的钢板或工件时,其垂直面和水平面漆膜外观的差别。通常易在水平面产生粗糙、颗粒、光泽差等缺损。